Thông số kỹ thuật cho hệ thống kiểm tra tách ảnh thứ cấp trực tuyến
Hệ thống kiểm tra tách ảnh thứ cấp trực tuyến có thể được tích hợp vào dây chuyền sản xuất kính chắn gió ô tô để đo góc tách ảnh thứ cấp của kính chắn gió ô tô. Hệ thống kiểm tra hoàn thành việc đo giá trị tách ảnh thứ cấp tại các điểm được chỉ định trên mẫu có góc lắp đặt được chỉ định theo kế hoạch kiểm tra và sẽ cảnh báo nếu giá trị bất thường. Kết quả có thể được ghi lại, in, lưu trữ và xuất khẩu. Nhiều hệ thống cảm biến có thể được tích hợp với nhau theo yêu cầu về hiệu suất đo.
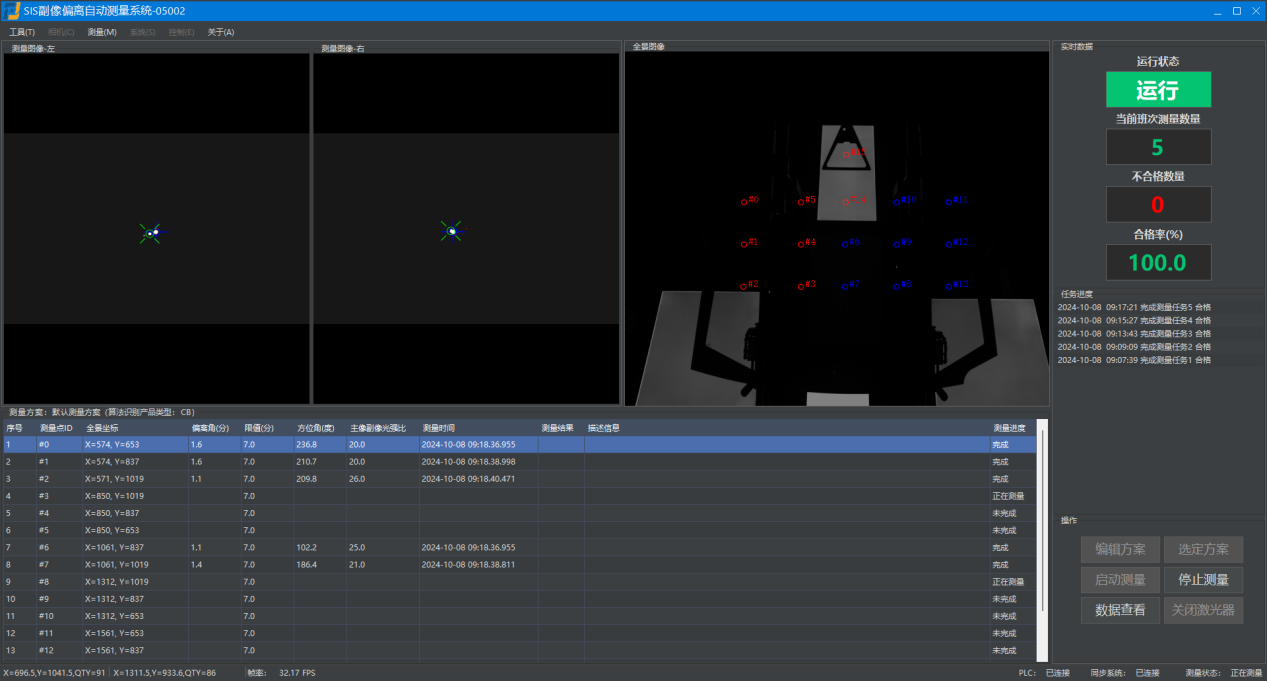
giao diện phần mềm
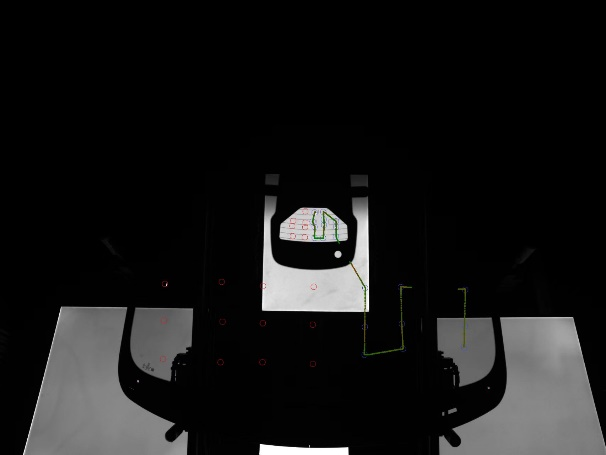
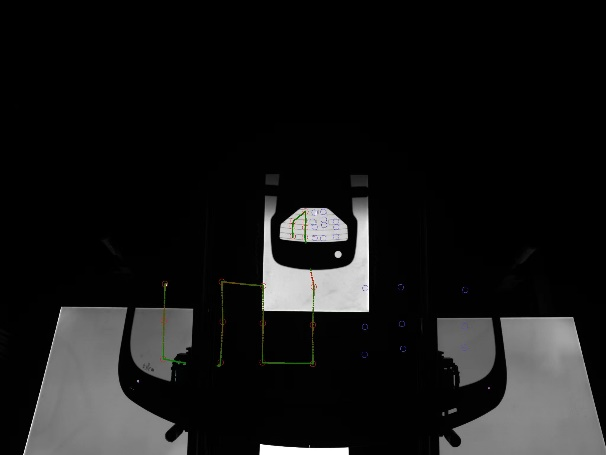
Hiển thị kết quả quét bằng cảm biến kép
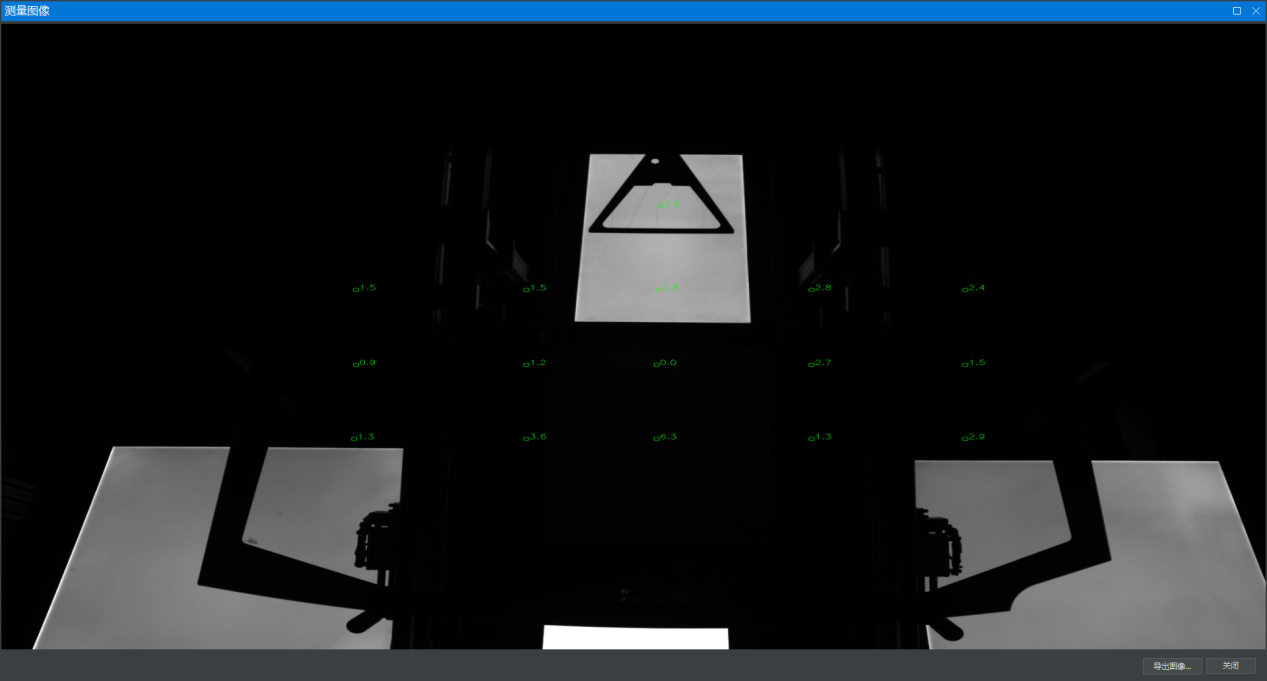
Kết quả điểm chính
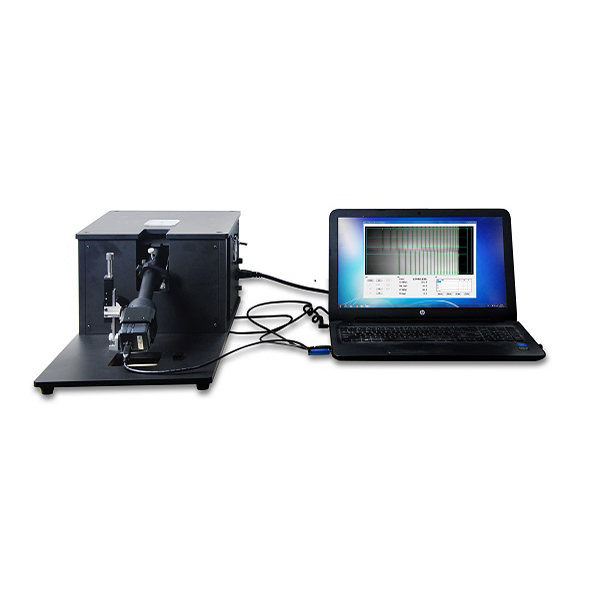
Cáitự độngứng suất cạnhmétCó thểđo lườngsự phân bố ứng suất ((từ nén sang căng)đã từngvới tốc độ khoảng 12Hz vàKết quả chính xác và ổn định.. Nócó thể đáp ứng các yêu cầu về tốc độ và tính toàn diện.đo lường và kiểm tratrong sản xuất tại nhà máy.Vớitính năngcủa skích thước trung tâm thương mại, cấu trúc nhỏ gọnVàdễ sử dụng, tAnh tađồng hồ đo làCũng thích hợp cho việc kiểm soát chất lượng, kiểm tra tại chỗ.kiểm travà các yêu cầu khác.
vật mẫu
Kích thước mẫu: 1,9 * 1,6 mét (có thể tùy chỉnh theo yêu cầu)
Phạm vi góc lắp đặt mẫu: 15°~75° (kích thước mẫu, phạm vi góc lắp đặt, phạm vi đo và phạm vi chuyển động của hệ thống cơ khí có liên quan với nhau và cần được tùy chỉnh theo yêu cầu).
Hiệu suất tổng thể
Độ lặp lại phép đo điểm đơn: 0,4 '(góc lệch ảnh thứ cấp <4'), 10% (4 '≤ góc lệch ảnh thứ cấp <8'), 15% (góc lệch ảnh thứ cấp ≥ 8 ')
Tốc độ đo: 40 điểm quan trọng trong 80 giây (có thể tùy chỉnh)
Thông số hệ thống cảm biến ánh sáng laser
| Phạm vi đo: 80'*60'Giá trị tối thiểu: 2'Độ phân giải: 0,1' | Nguồn sáng: laserBước sóng: 532nmCông suất: <20mW |
Các thông số của hệ thống thị giác
| Phạm vi đo: 1000mm*1000mm | Độ chính xác định vị: 1mm |
Các thông số hệ thống cơ khí (có thể tùy chỉnh theo yêu cầu)
| Kích thước mẫu thử: 1,9*1,6m/1,0*0,8m.Phương pháp cố định mẫu: 2 vị trí trên và 2 vị trí dưới, đối xứng trục.Tiêu chuẩn tính toán góc lắp đặt: một mặt phẳng gồm bốn điểm cố định trên mẫu.Phạm vi điều chỉnh góc lắp đặt mẫu: 15°~75°.Kích thước hệ thống: dài 7 mét * rộng 4 mét * cao 4 mét. | Trục tọa độ: x là hướng ngang, z là hướng dọc.Khoảng cách theo hướng X: 1000mm.Khoảng cách theo hướng Z: 1000mm.Tốc độ dịch chuyển tối đa: 100mm/giây.Độ chính xác định vị dịch chuyển: 0,1mm. |
Giải pháp 1
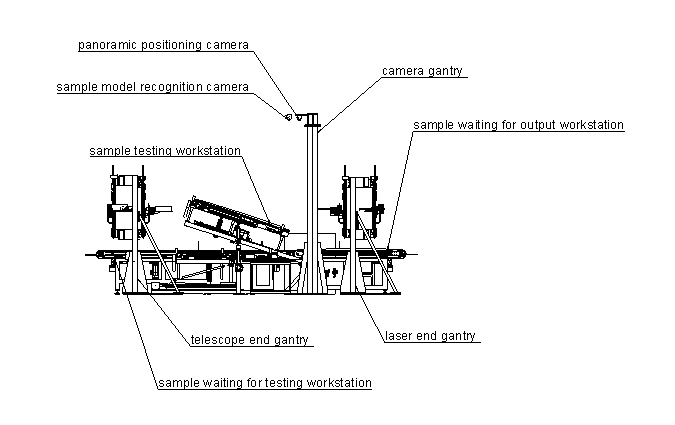
Bộ phận cơ khí chủ yếu được sử dụng để di chuyển các mẫu kính chắn gió, điều chỉnh tư thế mẫu theo góc lắp đặt và hỗ trợ Hệ thống Kiểm tra Tách Ảnh Thứ cấp hoàn thành phép đo.
Khu vực cơ khí được chia thành ba trạm làm việc: trạm chờ mẫu để kiểm tra, trạm kiểm tra mẫu và trạm chờ mẫu xuất kết quả (tùy chọn).
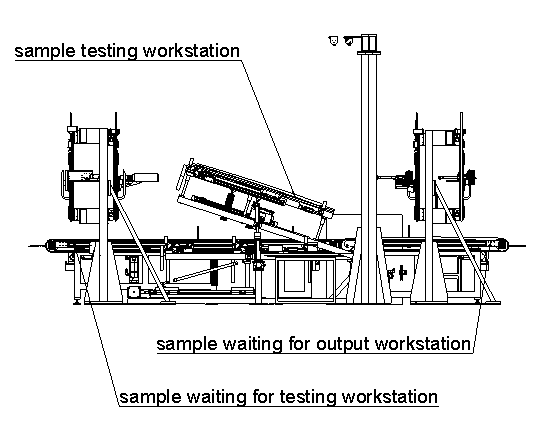
Quy trình cơ bản của việc kiểm tra mẫu như sau: mẫu được chuyển từ dây chuyền sản xuất đến trạm chờ kiểm tra mẫu; sau đó, mẫu được chuyển từ trạm chờ kiểm tra mẫu đến trạm kiểm tra mẫu, nơi nó được nâng lên vị trí kiểm tra, xoay đến góc lắp đặt và căn chỉnh; sau đó Hệ thống Kiểm tra Tách Ảnh Thứ cấp bắt đầu đo mẫu. Mẫu đã được kiểm tra được chuyển ra từ trạm kiểm tra mẫu trở lại dây chuyền sản xuất hoặc trạm chờ xuất mẫu.
Phạm vi cung cấp
1, ba trạm làm việc
2. Hệ thống kiểm tra tách ảnh thứ cấp
Giao diện
Băng chuyền đầu vào của trạm làm việc thứ nhất và băng chuyền đầu ra của trạm làm việc thứ ba.
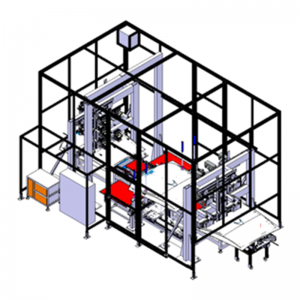
Giải pháp 2
Bộ phận cơ khí chủ yếu được sử dụng để di chuyển mẫu kính chắn gió, điều chỉnh tư thế mẫu đến góc lắp đặt và hỗ trợ Hệ thống Kiểm tra Tách Ảnh Thứ cấp hoàn thành phép đo.
Bộ phận cơ khí được chia thành ba khu vực: dây chuyền sản xuất, thiết bị thao tác và trạm kiểm tra. Trạm kiểm tra nằm cạnh dây chuyền sản xuất. Kính được thiết bị thao tác kẹp và đặt tại trạm kiểm tra. Sau khi quá trình đo hoàn tất, kính được thiết bị thao tác đặt trở lại dây chuyền sản xuất.
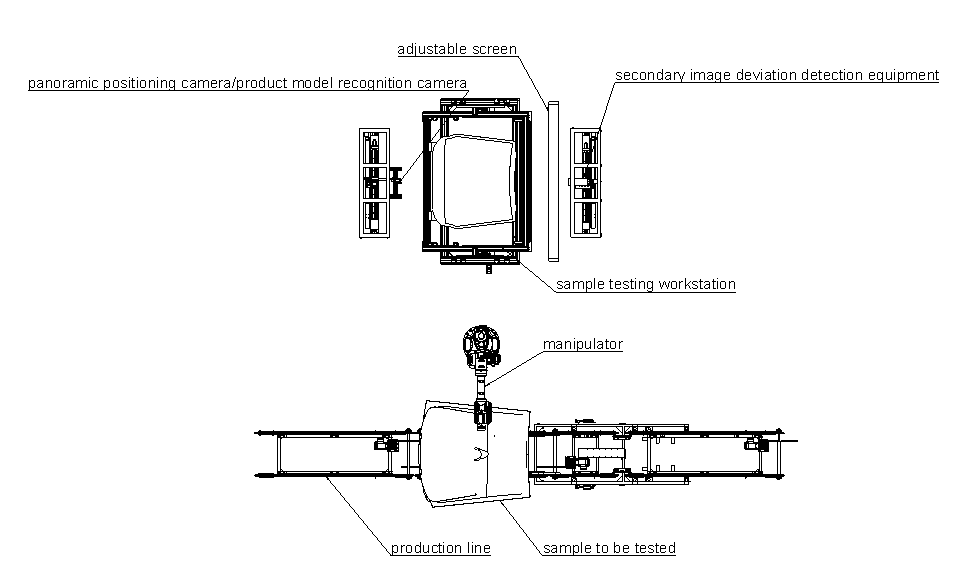
Trạm thử nghiệm được trang bị giá đỡ đo mẫu. Góc của giá đỡ đo mẫu có thể xoay được để mô phỏng trạng thái lắp đặt thực tế của mẫu và điều chỉnh đến góc lắp đặt thích hợp trước khi đặt mẫu. Mẫu được lấy từ băng tải và đặt lên giá đỡ đo đã được điều chỉnh. Việc định vị căn chỉnh được thực hiện trên giá đỡ.
Quy trình cơ bản của việc kiểm tra mẫu như sau: Giá đỡ xoay mẫu đến góc lắp đặt. Mẫu được chuyển từ dây chuyền sản xuất đến vị trí gắp, nơi cánh tay robot lấy mẫu kính và đặt lên trạm làm việc kiểm tra. Sau khi đo, mẫu được cánh tay robot gắp trở lại dây chuyền sản xuất và chuyển ra ngoài.
Phạm vi cung cấp
1. Trạm làm việc thử nghiệm
Giao diện
Khung của hệ thống thử nghiệm.
người thao túng bởi khách hàng
Việc kiểm tra cần được thực hiện trong phòng tối, và khách hàng cần chuẩn bị một tấm phủ lớn làm phòng tối.
Phần tùy chỉnh
1. Đo kích thước khung đỡ dựa trên kích thước mẫu, khu vực đo và góc lắp đặt.
2. Xác định số lượng hệ thống cảm biến đo dựa trên phạm vi đo, số điểm đo và yêu cầu về chu kỳ đo.
Yêu cầu tại chỗ
Kích thước khu vực: dài 7 mét * rộng 4 mét * cao 4 mét (kích thước cuối cùng sẽ được xác định dựa trên tùy chọn tùy chỉnh)
Nguồn điện: 380V
Nguồn khí: Áp suất nguồn khí: 0,6 MPa, đường kính ngoài ống hút: φ 10